








MDR D25/.98-2-M12-12JHP
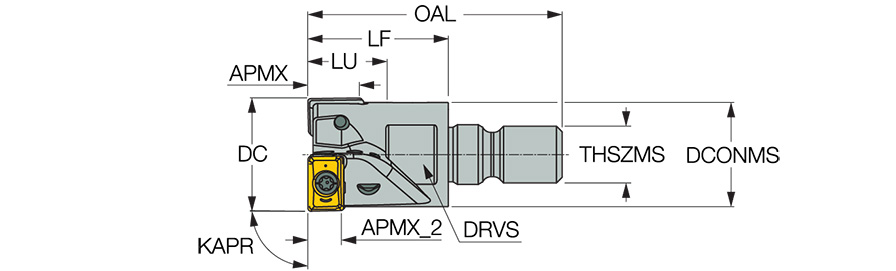
Indexable End Mill; 0.984″ Dia. × 0.4527″ LOC × 0.945″ Shank Dia. × 2.165″ OAL × 0.7283″ LU ; 2 FL ; 90 Degrees


| Cutting Diameter (DC/DCX) | 0.984″ | Connection Thread Nominal Size Machine Side (THSZMS) | M12 |
| Cutting Diameter (DC) | 0.984″ | Drive Size (DRVS) | 0.827″ |
| Cutting Item Count (CICT) | 2 | Usable Length (LU) | 0.7283″ |
| Depth of Cut Maximum (APMX) | 0.4527″ | Flute Count (NOF) | 2 |
| Overall Length (OAL) | 2.165″ | Coolant Supply Property (CSP) | Coolant Thru |
| Ramping Angle Maximum (RMPX) | 90 Degrees | Tool Cutting Edge Angle (KAPR) | 90 Degrees |
| Application | | Counter Boring | Drill Mill | Facing | Helical Interpolation | Plunging & Recessing | Profiling | Rampdown | Shouldering | Side Plunging | Slotting | | Cutting Direction (HAND) | Right Hand |
| Connection Diameter Machine Side (DCONMS) | 0.945″ | Measurement Type | Inch |
| Master Insert Identification (MIID) | MDR ANMU 12 | Body Material | Steel |
| Functional Length (LF) | 1.299″ | Connection Code Machine Side (CCMS) | FLEXFIT |
| Tool Type | 90° indexable endmills |

Product Features
| Family Description | Multi-Function Modular Head for Endmill Cutters with a FLEXFIT Threaded Adaptation | Country of Origin | Israel |
| Remarks | Before mounting the FLEX-FIT adaptation, clean the mating surfaces and threads. Tighten to eliminate gaps, using the torque value from TQ_3. When drilling holes deeper than .2, it is recommended to use the pecking method (G83). For adaptation, click on More Info |
Shipping Info
Package Weight
167
Related Documentation

Related Items
Item successfully added to your cart
Items successfully added to your cart
Added to
Go to My Lists
Select List
Change Quantity?